
Hand-Laserschweißkopf SUP 30S

Sicher.- Sicher
Unabhängige Forschung und Entwicklung von Sicherheitserkennungssystemen, Einrichtung einer Reihe von Sicherheitsalarmen, Sicherheit und Stabilität
Zeitersparnis - effizient und bequem
Fokusspiegel, Schutzspiegelschublade, bequemer Austausch
Leichtigkeit - Leichtigkeit reduziert die Belastung
Kleinere Größe, geringeres Gewicht, flexibler Betrieb, einfach zu bedienen
Qualität - schönes Schweißen - stabile Leistung
Hohe Schweißfestigkeit, geringe Verformung, hohe Schmelztiefe
Leistung - Mehrere Funktionen
Unterstützen Sie kontinuierliches Handschweißen, Punktschweißen, Reinigen, Schneiden, "Hand" "seit" - Körper, Passwortautorisierung
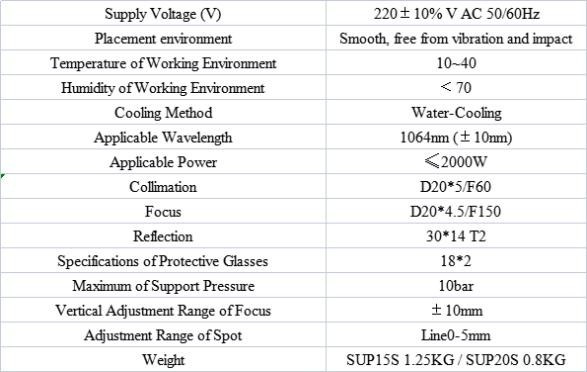
Super Welding Head ist ein Handschweißschneidkopf, der 2019 auf den Markt gebracht wurde. Das Produkt umfasst Handschweißpistolen und selbst entwickelte Steuerungssysteme und ist mit mehreren Sicherheitsalarmen und aktiven sicheren Strom- und Abschalteinstellungen ausgestattet.Dieses Produkt kann an Faserlaser verschiedener Marken angepasst werden;Das optimierte optische und wassergekühlte Design ermöglicht es dem Laserkopf, unter 3000 W lange Zeit stabil zu arbeiten.
Grundfunktionen: Selbst entwickeltes Steuerungssystem, mehrere Sicherheitsalarme, kleinere Größe, flexibler Betrieb und einfache Bedienung.
Stabiler: Alle Parameter sind sichtbar, Echtzeitüberwachung des Status der gesamten Maschine, um Probleme im Voraus zu vermeiden, Probleme bequemer zu beheben und zu lösen, um den stabilen Betrieb des Schweißkopfs sicherzustellen.
Prozess: Alle Parameter sind sichtbar, die Schweißqualität ist perfekter, die Verformung ist gering und die Durchdringung ist hoch.
Stabile Parameter und hohe Wiederholbarkeit: Der ermittelte Düsenluftdruck und Linsenzustand, solange die Laserleistung stabil ist, müssen die Prozessparameter wiederholbar sein.Verbessern Sie die Effizienz erheblich und reduzieren Sie gleichzeitig die Anforderungen an die Bediener.
1) Stellen Sie vor der Stromversorgung eine zuverlässige Erdung sicher.
2) Der Laserausgangskopf ist mit dem Schweißkopf verbunden.Bitte überprüfen Sie den Laserausgangskopf sorgfältig, wenn Sie ihn verwenden, um Staub oder andere Verschmutzungen zu vermeiden.Verwenden Sie zur Reinigung des Laserausgabekopfes bitte spezielles Linsenpapier.
3) Wenn das Gerät nicht gemäß den in diesem Handbuch beschriebenen Methoden verwendet wird, kann es sich in einem anormalen Betriebszustand befinden und Schäden verursachen.
4) Achten Sie beim Austauschen der Schutzlinse darauf, diese zu schützen.
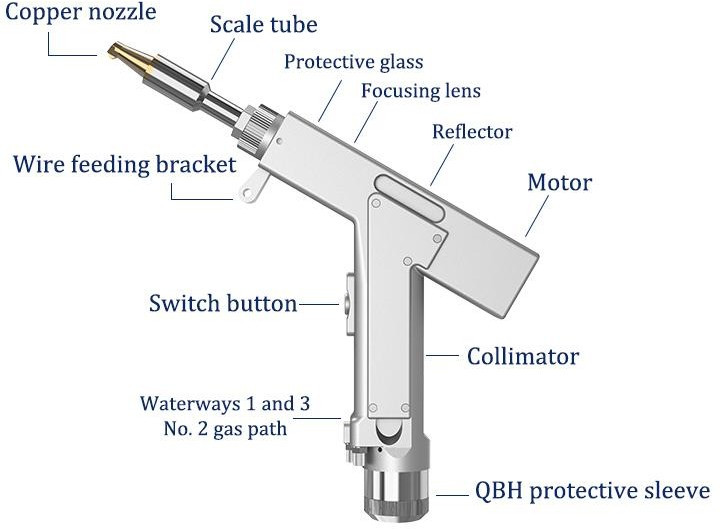
5) Bitte beachten Sie: Achten Sie bei der ersten Verwendung darauf, dass kein Licht ausgestrahlt wird, wenn das rote Licht nicht aus dem Kupfermund austreten kann
Details zur Lieferung des Handschweißkopfpakets
★ Erste Schicht
SUP20S Schweißkopf 1St
System 1 Satz
Systemkabel Standard 10m
★ Zweite Schicht
Kupferdüse 7St. Schneiddüse 1St
Skalenrohr 1St
Schutzscheibe 10St
Masseklemme 1St
Schirmanschlusskabel 1m
Anzeigebildschirmschnalle 1set
★ Dritte Schicht
Bildschirm 1St
Stromschalter 2St
Definition der Steuerungsverdrahtung

Spannungsversorgungsklemme der Steuerung
Die Stromversorgung erfolgt über die 5P-Schnittstelle, zur Stromversorgung dienen das mitgelieferte 24V-Schaltnetzteil und das 15V-Schaltnetzteil
Bitte beachten Sie, dass das 15V Schaltnetzteil Plus- und Minuspol unterscheidet, V1 ist mit 15V+ verbunden, V2 ist mit 15V- verbunden, und ein COM am 15V Schaltnetzteil ist mit Pin 2 GND verbunden!
Bitte beachten Sie, dass das Schaltnetzteil geerdet sein muss!
Steuerung LCD24/5000
Das LCD-Kabel wird mit dem Gerät geliefert und kann direkt angeschlossen werden.Siehe die obige Abbildung für spezifische Definitionen
Steuerungssignalschnittstelle 1
①/②Pin ist der Luftdruckalarmsignaleingang, wenn Sie ihn aktivieren müssen (Verkabelung erforderlich), stellen Sie bitte den Luftdruckalarmpegel im Hintergrund auf hoch, andernfalls ist er niedrig
Pin ③/④ ist der Eingang für das Alarmsignal des Wassertanks.Wenn Sie es aktivieren müssen (Verkabelung erforderlich), stellen Sie den Luftdruckalarmpegel im Hintergrund auf hoch, andernfalls auf niedrig
⑤Der Nummernstift ist die Bezugsmasse für die Sicherheitserdungssperre und ist mit einem Draht direkt mit dem Bearbeitungswerkstück verbunden
⑥ Nr. Pin ist die Sicherheitserdungssperre des Schweißkopfes, verbunden mit dem blauen Draht des dreiadrigen Drahtes, wenn der Schweißkopf das Werkstück berührt, ist die Sicherheitssperre zu diesem Zeitpunkt eingeschaltet
⑦Der Zahlenstift ist der Schalter des Schweißkopfes, der mit dem braunen Draht des dreiadrigen Drahtes verbunden ist
⑧Pin-Nr. ist der Lichtschalter des Schweißkopfes, verbunden mit dem schwarzen Draht des dreiadrigen Drahtes, wenn der Abzug gezogen wird, ist der Abzugsknopf eingeschaltet
Bitte beachten Sie, dass nur wenn kein Alarm vorliegt und das Signal der Tresorverriegelung und der Auslösetaste eingeschaltet ist, das Ausgangssignal des nachfolgenden Ports gesendet wird.
Steuerungssignalschnittstelle 2
Das 2. Ende der Signalschnittstelle verwendet eine 6P-Schnittstelle, und das Luftventil bezieht sich auf die Drahtzuführung
①Reservierte Füße
②Reservierte Füße (synchronisiert mit 4-Pin-Signal)
③/④Der Fuß ist der 24-V-Ausgang des Ventils, an das Ventil anschließen
⑤/⑥Der Stift ist der Signaldraht des Drahtvorschubs, der Signalanschluss des Drahtvorschubs, unabhängig davon, ob positiv oder negativ
Schaltplan der Steuerung
①/②Pin ist der Luftdruckalarmsignaleingang, wenn Sie ihn aktivieren müssen (Verkabelung erforderlich), stellen Sie bitte den Luftdruckalarmpegel im Hintergrund auf hoch, andernfalls ist er niedrig
Pin ③/④ ist der Eingang für das Alarmsignal des Wassertanks.Wenn Sie es aktivieren müssen (Verkabelung erforderlich), stellen Sie den Luftdruckalarmpegel im Hintergrund auf hoch, andernfalls auf niedrig
⑤Der Nummernstift ist die Bezugsmasse für die Sicherheitserdungssperre und ist mit einem Draht direkt mit dem Bearbeitungswerkstück verbunden
⑥ Nr. Pin ist die Sicherheitserdungssperre des Schweißkopfes, verbunden mit dem blauen Draht des dreiadrigen Drahtes, wenn der Schweißkopf das Werkstück berührt, ist die Sicherheitssperre zu diesem Zeitpunkt eingeschaltet
⑦Der Zahlenstift ist der Schalter des Schweißkopfes, der mit dem braunen Draht des dreiadrigen Drahtes verbunden ist
⑧Pin-Nr. ist der Lichtschalter des Schweißkopfes, verbunden mit dem schwarzen Draht des dreiadrigen Drahtes, wenn der Abzug gezogen wird, ist der Abzugsknopf eingeschaltet
Bitte beachten Sie, dass nur wenn kein Alarm vorliegt und das Signal der Tresorverriegelung und der Auslösetaste eingeschaltet ist, das Ausgangssignal des nachfolgenden Ports gesendet wird.
Steuerungssignalschnittstelle 2
Das 2. Ende der Signalschnittstelle verwendet eine 6P-Schnittstelle, und das Luftventil bezieht sich auf die Drahtzuführung
①Reservierte Füße
②Reservierte Füße (synchronisiert mit 4-Pin-Signal)
③/④Der Fuß ist der 24-V-Ausgang des Ventils, an das Ventil anschließen
⑤/⑥Der Stift ist der Signaldraht des Drahtvorschubs, der Signalanschluss des Drahtvorschubs, unabhängig davon, ob positiv oder negativ
Steuerungssignalschnittstelle 3
①Pin ist der Laseralarmsignaleingang +, wenn Sie ihn aktivieren müssen, stellen Sie bitte den Luftdruckalarmpegel im Hintergrund auf hoch
②Pin ist enable+, mit Laser enable+ verbinden
③Der Stift ist ein 24-V-Ausgang, der nach dem Einschalten direkt 24 V + ausgibt
④Pet Nr. ist eine gemeinsame Masse (Referenzmasse für Füße 1/2/3/5)
⑤Der Zahlenstift ist analoge Größe + Ausgang, die analoge Größe ist gegeben
⑥Pin ist ein PWM-moduliertes Signal
⑦Der Nummernstift ist das PWM+-Modulationssignal
Schaltplan der Steuerung

Hinweis: Der COM-Anschluss des ±15-V-Schaltnetzteils und der -V-Anschluss (0 V) des +24-V-Schaltnetzteils müssen mit GND und gleichzeitig vollständig mit dem Werkstück verbunden sein.Das Gehäuse des Schaltnetzteils muss geerdet sein, andernfalls kann ein Sicherheitserdschlussalarm auftreten, und es wird kein Licht emittiert.
Optische Eingangsschnittstelle
Der SUP-Schweißkopf ist für die meisten industriellen Lasergeneratoren geeignet.Zu den häufig verwendeten Glasfaseranschlüssen gehören IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin usw. Die Optik muss sauber gehalten werden, und vor der Verwendung muss jeglicher Staub entfernt werden
Wenn die Faser eingeführt wird, muss der Schneidkopf um 90 Grad gedreht werden, um horizontal zu sein, und dann wird die Faser verwendet, um zu verhindern, dass Staub in die Schnittstelle fällt.
Schnittstelle zwischen Schutzgas und Wasserkühler
Die Wasserleitungs- und Luftleitungsschnittstelle kann mit Schläuchen mit einem Außendurchmesser von 6 mm und einem Innendurchmesser von 4 mm installiert werden.Der Luftweg tritt in der Mitte ein, und die beiden Seiten sind Wassereinlass- und -auslassleitungen (unabhängig von der Richtung des Einlasses und Auslasses). , Wie unten gezeigt:

Das Kühlsystem ist in den Wasserkreislaufteil des Schweißkopfes und den Wasserkreislaufteil des Lichtwellenleiterkopfes unterteilt, die in Reihe geschaltet sind, wie in der folgenden Abbildung gezeigt:

Anschlussschnittstelle für Schweißpistole und Steuerkasten
Die Schweißpistole und die Steuerbox verwenden drei Drähte zum Anschließen, einschließlich: zweiadrige Motorstromleitung, fünfadrige Motorsignalleitung, dreiadrige Sicherheitserdungssperre und Auslöseknopfleitung
Die Motorleistungs-/Signalkabel (zwei schwarze Kabel) sind direkt mit dem Motorteil des Schweißkopfs verbunden und können demontiert werden (zwei Optionen sind verfügbar: 1. Öffnen Sie die Motorabdeckung und die Seitenplatte der Handschweißpistole. 2. Öffnen Sie die Steuerkasten Alle sind Stecker)
Dreiadriges Kabel zum sicheren Verriegeln und Auslösen des Knopfes verwendet Abnehmbarer Luftfahrtstecker: Kabel zum sicheren Verriegeln und Auslösen, von denen 1 blau, 2 schwarz und 3 braun ist (verbunden mit Pin 6/7/8 der Signalschnittstelle 1, siehe Verdrahtungsdefinition der Steuerbox oben für Details)
Installation des Drahtvorschubs
Der zweiadrige Antennenstecker am Ende des Drahtvorschubs wird mit Pin 5/6 der Signalschnittstelle 2 verbunden. Die spezifische Installationsmethode wird im Folgenden beschrieben
Klicken Sie auf: Installationsanweisungen für den Drahtvorschub (Applets)
Bedienfeld und Bedienungsanleitung (das Folgende ist Version V3.3)
Betriebszusammenfassung und Bedienungsanleitung
Das Bedienfeld der SUP-Serie besteht hauptsächlich aus einem Touchscreen und einer Steuerbox.
Berühren Sie die Hauptseite, den Prozess, die Einstellung und die Überwachung der Bedienoberfläche.
Hauptbildschirm für Touchscreen-Bedienung

①In dieser Schnittstelle können Sie die aktuellen Prozessparameter und sofortige Alarminformationen sehen.
②Der Laser ist aktiviert und die rote Anzeige leuchtet, wenn er eingeschaltet ist.
③Das Sicherheitsschloss ist normalerweise grau und wenn der Schweißkopf das Werkstück berührt, wird es grün und kann bearbeitet werden.
④ Auswahl des Schweißmodus, die Standardeinstellung ist kontinuierlich.Wenn es auf Punktschweißen eingestellt ist, kann es für den Punktschweißbetrieb intermittierend Licht emittieren, was für die Steuerung der Punktschweißzeit aufgrund menschlicher Fehler praktisch ist.Diese Funktion muss nach Bedarf eingestellt werden (V3.3-Version ist die obige Funktion)
Hauptbildschirm des Prozessbetriebs

①Die Prozessschnittstelle enthält die Prozessparameter für das Debugging, die durch Anklicken des Kästchens geändert werden können.Nachdem die Änderung abgeschlossen ist, klicken Sie auf OK und speichern Sie sie dann im Verknüpfungsprozess.Klicken Sie bei der Verwendung auf Importieren (Ändern-Speichern-Importieren).
②Der Scangeschwindigkeitsbereich beträgt 2-6000 mm/s und der Scanbreitenbereich 0^5 mm.Die Scangeschwindigkeit wird durch die Scanbreite begrenzt.Die Begrenzungsbeziehung lautet: 10 ≤ Scangeschwindigkeit/(Scanbreite*2) ≤ 1000 Wenn die Grenze überschritten wird, wird sie automatisch zum Grenzwert.Wenn die Scanbreite auf 0 eingestellt ist, wird nicht gescannt (dh Punktlichtquelle) (die am häufigsten verwendete Scangeschwindigkeit: 300 mm/s, Breite 2,5 mm).
③Die Spitzenleistung muss kleiner oder gleich der Laserleistung auf der Parameterseite sein (Beispiel: Die Laserleistung beträgt 1000 W, dann ist der Wert nicht höher als
1000).
④Tastverhältnisbereich 0~100 (Standard 100, muss normalerweise nicht geändert werden).
⑤Der empfohlene Impulsfrequenzbereich liegt zwischen 5 und 5000 Hz (die Standardeinstellung ist 2000, normalerweise muss sie nicht geändert werden).
⑥Klicken Sie auf die HILFE-Schaltfläche oben rechts, um weitere Erläuterungen zu den Parametern zu erhalten.
Prozessreferenz (vorbehaltlich der tatsächlichen Bedingungen, das Folgende dient nur als Referenz)

Stellen Sie den Hauptbildschirm für den Betrieb ein
Passwort 123456

①Die Laserleistung ist die maximale Leistung des verwendeten Lasers.
②Die Luftverzögerung des Schalters beträgt standardmäßig 200 ms und der Bereich liegt zwischen 200 ms und 3000 ms.
③Wenn das Licht eingeschaltet wird, steigt es allmählich von N1% der Prozessleistung auf 100% an;Wenn das Licht ausgeschaltet wird, erhöht es sich allmählich von 100 % der Prozessleistung.
Zu N2;(wie in der Abbildung unten gezeigt).

④Drahtvorschubverzögerungskompensation ist die Vorschubzeit des Drahtvorschubs relativ zum Lichtsignal, die in Verbindung mit der Rückzugsfunktion verwendet werden kann.
⑤Die Alarmschwelle für die maximale Temperatur beträgt 70℃.Wenn der Wert auf 0 eingestellt ist, wird der Temperaturalarm nicht erkannt.
⑥ Scan-Korrekturkoeffizientenbereich 0,01 bis 4, Ziellinienbreite des Koeffizienten/Messlinienbreite: im Allgemeinen 1,25.
⑦Lasermittenversatz -3~3mm, verringern und nach links verschieben, erhöhen und nach rechts verschieben.
⑧Das Alarmpegelsignal ist die Standardeinstellung, und der abgeschirmte Alarm kann direkt auf die entsprechende Pegelerkennung geändert werden.
⑨Die Dauer des Punktschweißens ist die Lichtemissionszeit nach dem Betätigen des Auslösers, d. h., auch wenn die Taste losgelassen wird, wird das Licht immer noch entsprechend der aufgewendeten Zeit emittiert (V3.3-Version ist die obige Funktion).
⑩Punktschweißintervallzeit ist die Stopplichtzeit zwischen zwei Punktschweißungen nach dem Drücken des Auslöseknopfs (Funktion V3.3 und höher)
⑧Klicken Sie oben rechts auf die Schaltfläche HILFE, um weitere Erläuterungen zu den Parametern zu erhalten.
Überwachung der Hauptschnittstelle

Diese Schnittstelle zeigt den Status jedes Erkennungssignals und Geräteinformationen an
Klicken Sie auf die Geräteautorisierung, um die Benutzeroberfläche für die autorisierte Nutzungszeit aufzurufen. Nach Eingabe des Passworts kann das System für die Nutzungszeit autorisiert werden. Die Autorisierungsverschlüsselungs- und Entschlüsselungsmethoden sind gleich:
Methode zur Systementschlüsselung






