
Fabrik für handgehaltene Laer-Schweißköpfe



Handheld-Laer-Schweißkopffabrik,
Berühmter handgehaltener Laserschweißkopf, Hersteller von Laserschweißpistolen, Laserschweißkopfprodukt, Export von Schweißköpfen, Großhandel Laserschweißkopf,
Sicher.- Sicher
Unabhängige Forschung und Entwicklung von Sicherheitserkennungssystemen, Einrichtung einer Reihe von Sicherheitsalarmen, Sicherheit und Stabilität
Zeitsparend – effizient und bequem
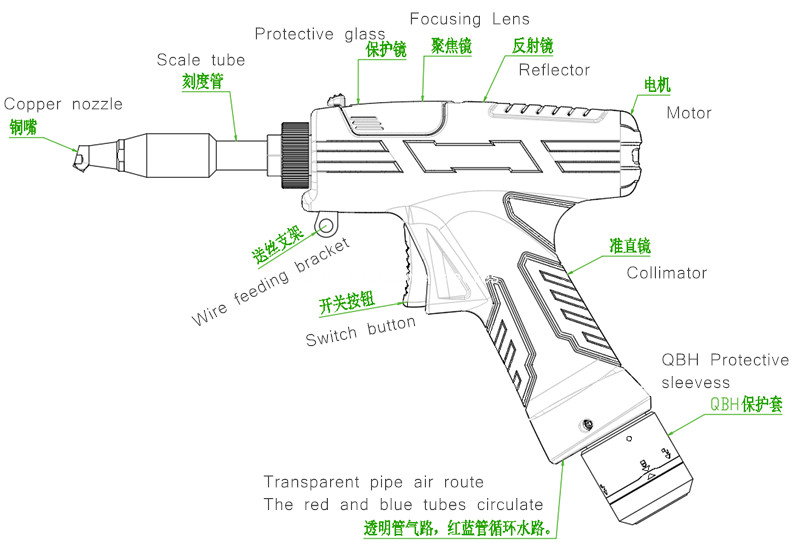
Fokusspiegel, Schutzspiegelschublade, bequemer Austausch
Leichtigkeit – Leichtigkeit reduziert die Belastung
Kleinere Größe, geringeres Gewicht, flexible Bedienung, einfach zu bedienen
Qualität – schöne Schweißnähte – stabile Leistung
Hohe Schweißfestigkeit, geringe Verformung, hohe Schmelztiefe
Leistung – Mehrere Funktionen
Unterstützt kontinuierliches Handschweißen, Punktschweißen, Reinigen, Schneiden, „Hand“ „seit“ – Körper, Passwortautorisierung
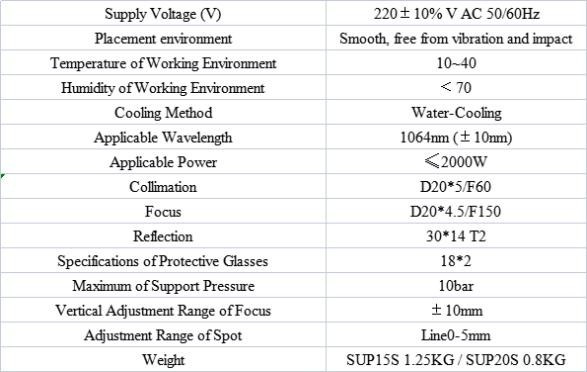
Der Super-Schweißkopf ist ein handgeführter Schweiß-Schneidkopf, der 2019 auf den Markt kam. Das Produkt umfasst handgehaltene Schweißpistolen und selbst entwickelte Steuerungssysteme und ist mit mehreren Sicherheitsalarmen sowie aktiven, sicheren Strom- und Licht-Aus-Einstellungen ausgestattet.Dieses Produkt kann an Faserlaser verschiedener Marken angepasst werden;Das optimierte optische und wassergekühlte Design ermöglicht es dem Laserkopf, unter 3000 W lange Zeit stabil zu arbeiten.
1)Stellen Sie vor der Stromversorgung eine zuverlässige Erdung sicher.
2) Der Laserausgangskopf ist mit dem Schweißkopf verbunden.Bitte überprüfen Sie den Laserausgabekopf bei der Verwendung sorgfältig, um Staub oder andere Verschmutzungen zu vermeiden.Bitte verwenden Sie zum Reinigen des Laser-Ausgabekopfes spezielles Linsenpapier.
3) Wenn das Gerät nicht gemäß den in diesem Handbuch angegebenen Methoden verwendet wird, kann es sich in einem anormalen Betriebszustand befinden und Schäden verursachen.
4) Achten Sie beim Austauschen der Schutzlinse darauf, diese zu schützen.
5) Bitte beachten Sie: Achten Sie bei der ersten Verwendung darauf, dass kein Licht austritt, wenn das rote Licht nicht aus dem Kupfermund austreten kann
Details zur Paketzustellung
Einzelheiten zur Lieferung des Handschweißkopf-Pakets
★ Erste Schicht
SUP20S Schweißkopf 1St
System 1 Satz
Systemkabel Standard 10m
★ Zweite Schicht
Kupferdüse 7 Stk. Schneiddüse 1 Stk
Skalenrohr 1St
Schutzlinse 10St
Erdungsklemme 1St
Schirmanschlusskabel 1m
Bildschirmschnalle 1 Satz
Dritte Schicht
Display 1Stk
Netzschalter 2St
Definition der Controller-Verkabelung
Stromversorgungsklemme des Controllers
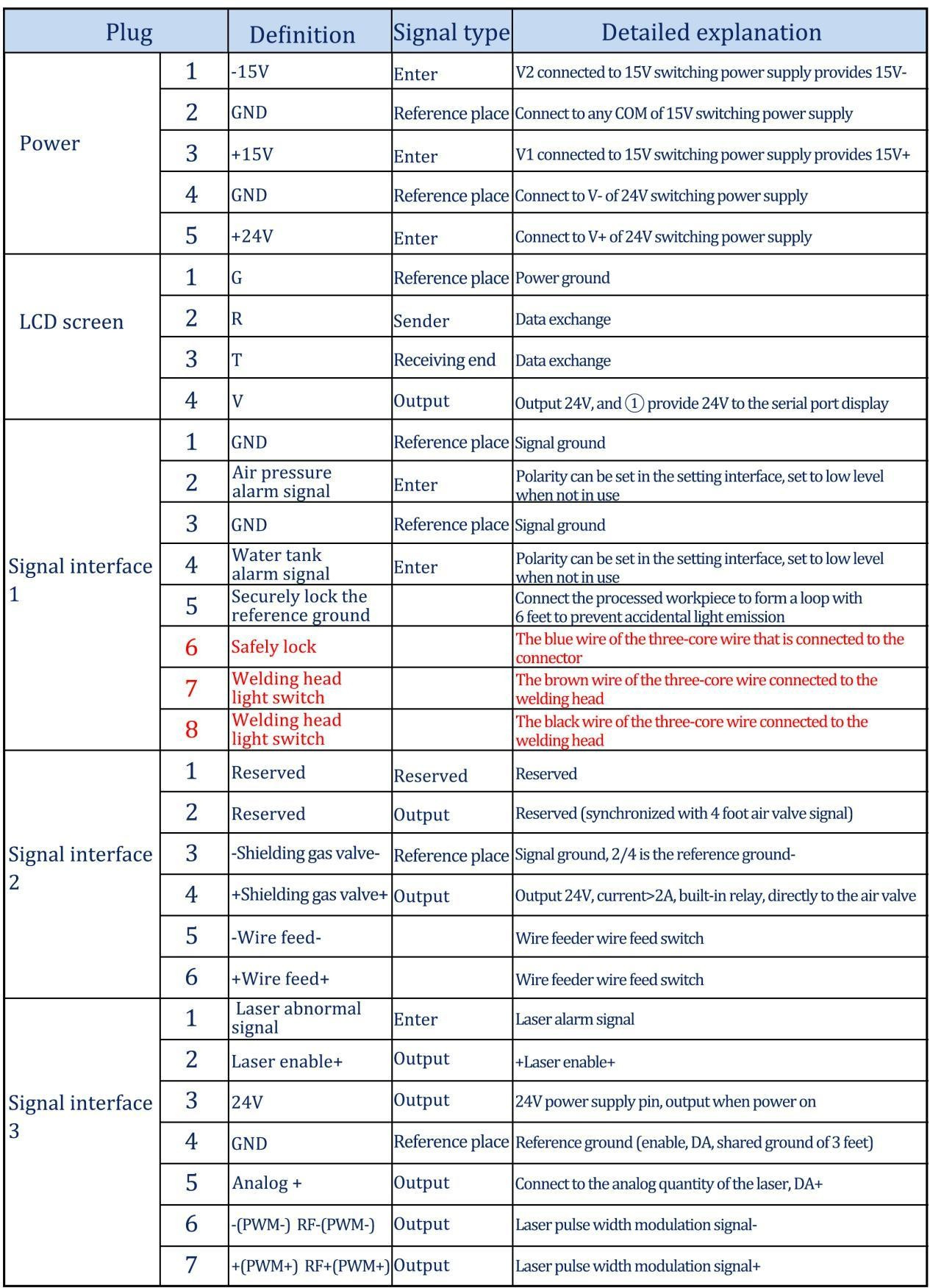
Das Netzteil nutzt die 5P-Schnittstelle, zur Stromversorgung dienen das mitgelieferte 24V-Schaltnetzteil und das 15V-Schaltnetzteil
Bitte beachten Sie, dass das 15-V-Schaltnetzteil zwischen Plus- und Minuspol unterscheidet, V1 ist mit 15 V+ verbunden, V2 ist mit 15 V- verbunden und jeder COM am 15-V-Schaltnetzteil ist mit Pin 2 GND verbunden!
Bitte beachten Sie, dass das Schaltnetzteil geerdet sein muss!
Controller LCD24/5000
Das LCD-Kabel wird mit dem Gerät geliefert und kann direkt angeschlossen werden.Spezifische Definitionen finden Sie in der Abbildung oben
Controller LCD24/5000
Das LCD-Kabel wird mit dem Gerät geliefert und kann direkt angeschlossen werden.Spezifische Definitionen finden Sie in der Abbildung oben
Controller-Signalschnittstelle 1
①/②Pin ist der Luftdruck-Alarmsignaleingang. Wenn Sie ihn aktivieren müssen (Verkabelung erforderlich), stellen Sie bitte den Luftdruck-Alarmpegel im Hintergrund auf hoch ein, andernfalls ist er niedrig
Der ③/④-Pin ist der Wassertank-Alarmsignaleingang.Wenn Sie es aktivieren müssen (Verkabelung erforderlich), stellen Sie bitte den Luftdruckalarmpegel im Hintergrund auf hoch ein, andernfalls ist er niedrig
⑤Der Nummernstift dient als Bezugsmasse für die Sicherheitserdungsverriegelung und ist über einen Draht direkt mit dem zu bearbeitenden Werkstück verbunden
⑥ Nr. Pin ist die Sicherheitserdungsverriegelung des Schweißkopfes, verbunden mit dem blauen Draht des dreiadrigen Kabels. Wenn der Schweißkopf das Werkstück berührt, ist die Sicherheitsverriegelung zu diesem Zeitpunkt aktiviert
⑦Der Nummernstift ist der Schalter des Schweißkopfes, der mit dem braunen Draht des dreiadrigen Drahtes verbunden ist
⑧Pin Nr. ist der Lichtschalter des Schweißkopfes, der mit dem schwarzen Kabel des dreiadrigen Kabels verbunden ist. Wenn der Abzug gedrückt wird, ist der Abzugsknopf eingeschaltet
Bitte beachten Sie, dass nur dann, wenn kein Alarm vorliegt und das Signal der Tresorverriegelung und Auslösetaste an ist, das Ausgangssignal des nachfolgenden Ports ausgesendet wird.
Controller-Signalschnittstelle 2
Das zweite Ende der Signalschnittstelle verwendet eine 6P-Schnittstelle, und das Luftventil ist mit der Drahtzuführung verbunden
①Reservierte Füße
②Reservierte Füße (synchronisiert mit 4-Pin-Signal)
③/④Der Fuß ist der 24-V-Ausgang des Ventils und wird an das Ventil angeschlossen
⑤/⑥Der Stift ist der Signaldraht des Drahtvorschubgeräts, der Signalanschluss des Drahtvorschubgeräts, unabhängig von positiv oder negativ
Controller-Signalschnittstelle 3
①Pin ist der Laseralarmsignaleingang +. Wenn Sie ihn aktivieren müssen, stellen Sie bitte im Hintergrund den Luftdruckalarmpegel auf hoch ein
②Pin ist „Enable+“, mit Laser „Enable+“ verbinden
③Der Pin hat einen 24-V-Ausgang und gibt nach dem Einschalten direkt 24 V+ aus
④Haustiernummer ist ein gemeinsamer Boden (Bezugsboden für Füße 1/2/3/5)
⑤Der Zahlenpin ist analoge Menge + Ausgang, die analoge Menge wird angegeben
⑥Pin ist ein PWM-moduliertes Signal
⑦Der Zahlenpin ist ein PWM+-Modulationssignal
Schaltplan des Controllers
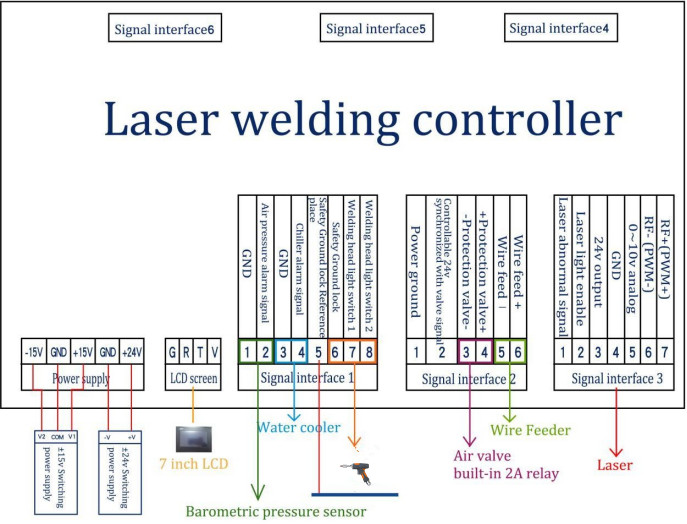
Hinweis: Der COM-Anschluss des ±15-V-Schaltnetzteils und der -V-Anschluss (0 V) des +24-V-Schaltnetzteils müssen mit GND verbunden und gleichzeitig vollständig mit dem Werkstück verbunden sein.Das Gehäuse des Schaltnetzteils muss mit der Erde verbunden sein, andernfalls kann es zu einem Sicherheits-Erdungssperralarm kommen und es wird kein Licht ausgegeben.
Optische Eingabeschnittstelle
Der SUP-Schweißkopf ist für die meisten industriellen Lasergeneratoren geeignet.Zu den häufig verwendeten Glasfaseranschlüssen gehören IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin usw. Die Optik muss sauber gehalten und vor der Verwendung jeglicher Staub entfernt werden
Wenn die Faser eingeführt wird, muss der Schneidkopf um 90 Grad gedreht werden, um horizontal zu sein, und dann wird die Faser verwendet, um zu verhindern, dass Staub in die Schnittstelle fällt.
Installationsmethode (Applets)
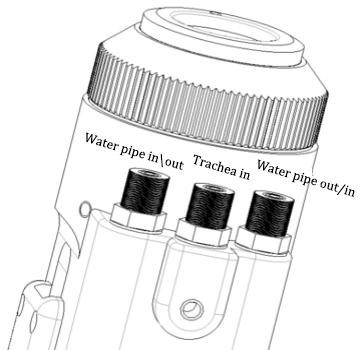
Schnittstelle zwischen Schutzgas und Wasserkühler
Die Wasserrohr- und Luftrohrschnittstelle kann mit Schläuchen mit einem Außendurchmesser von 6 mm und einem Innendurchmesser von 4 mm installiert werden.Der Luftweg tritt in der Mitte ein, und die beiden Seiten sind Wassereinlass- und -auslassleitungen (unabhängig von der Einlass- und Auslassrichtung) , Wie unten gezeigt:
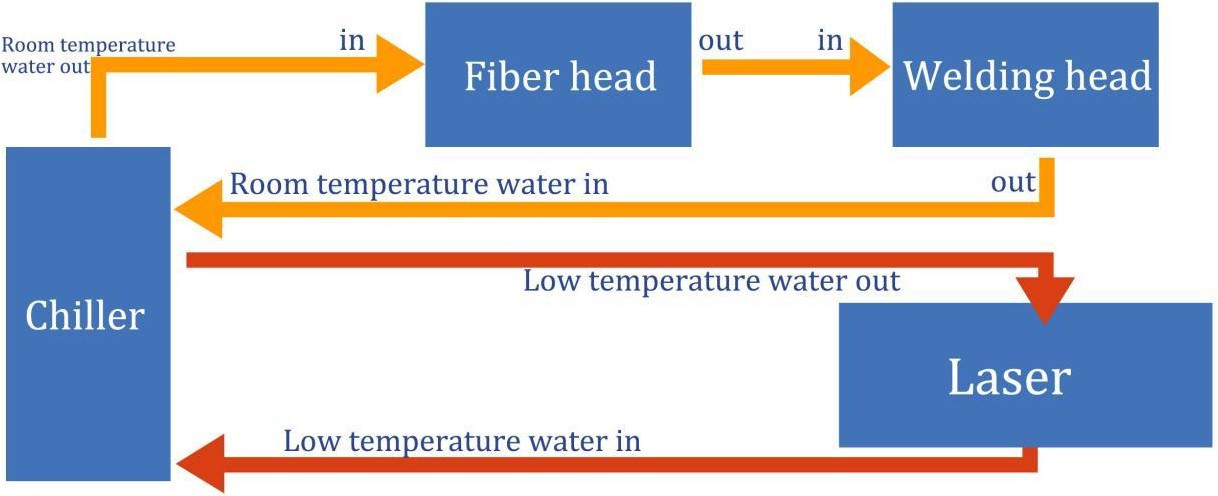
Das Kühlsystem ist in den Wasserkreislaufteil des Schweißkopfes und den Wasserkreislaufteil des Lichtleiterkopfes unterteilt, die in Reihe geschaltet sind, wie in der folgenden Abbildung dargestellt:
Verbindungsschnittstelle für Schweißpistole und Steuerkasten
Die Schweißpistole und die Steuerbox werden über drei Drähte miteinander verbunden, darunter: zweiadrige Motorstromleitung, fünfadrige Motorsignalleitung, dreiadrige Sicherheitserdungsverriegelung und Auslöseknopfleitung
Die Motorstrom-/Signalkabel (zwei schwarze Drähte) sind direkt mit dem Motorteil des Schweißkopfs verbunden und können demontiert werden (zwei Optionen stehen zur Verfügung: 1. Öffnen Sie die Motorabdeckung und die Seitenplatte der Handschweißpistole. 2. Öffnen Sie die Steuerkasten (Alles sind Stecker)
Dreiadriges Kabel zum sicheren Verriegeln und Auslösen des Knopfes. Abnehmbarer Luftfahrtstecker: Kabel zum sicheren Verriegeln und Auslösen, davon 1 blau, 2 schwarz und 3 braun (verbunden mit Pin 6/7/8 der Signalschnittstelle 1, siehe Einzelheiten finden Sie in der Verkabelungsdefinition des Steuerkastens oben.
Installation des Drahtvorschubgeräts
Der zweiadrige Antennenstecker am Ende des Drahtvorschubgeräts wird an Pin 5/6 der Signalschnittstelle 2 angeschlossen. Die spezifische Installationsmethode finden Sie im Folgenden
Klicken Sie auf: Installationsanweisungen für Drahtvorschubgeräte (Applets)
Bedienfeld und Bedienungsanleitung (im Folgenden handelt es sich um die Version V3.3)
Zusammenfassung der Bedienung und Bedienungsanleitung
Das Bedienfeld der SUP-Serie besteht hauptsächlich aus einem Touchscreen und einer Steuerbox.
Berühren Sie die Hauptseite, den Prozess, die Einstellung und die Überwachung der Bedienoberfläche.
Hauptbildschirm für Touchscreen-Bedienung
①In dieser Schnittstelle können Sie die aktuellen Prozessparameter und sofortige Alarminformationen sehen.
②Der Laser ist aktiviert und die rote Kontrollleuchte leuchtet, wenn er eingeschaltet ist.
③Die Sicherheitsverriegelung ist normalerweise grau und wenn der Schweißkopf das Werkstück berührt, wird es grün und kann bearbeitet werden.
④ Auswahl des Schweißmodus, die Standardeinstellung ist kontinuierlich.Wenn es auf Punktschweißen eingestellt ist, kann es für den Punktschweißvorgang intermittierend Licht aussenden, was praktisch ist, um die Punktschweißzeit aufgrund menschlicher Fehler zu kontrollieren.Diese Funktion muss nach Bedarf eingestellt werden (Version V3.3 ist die obige Funktion).
Hauptbildschirm des Prozessbetriebs
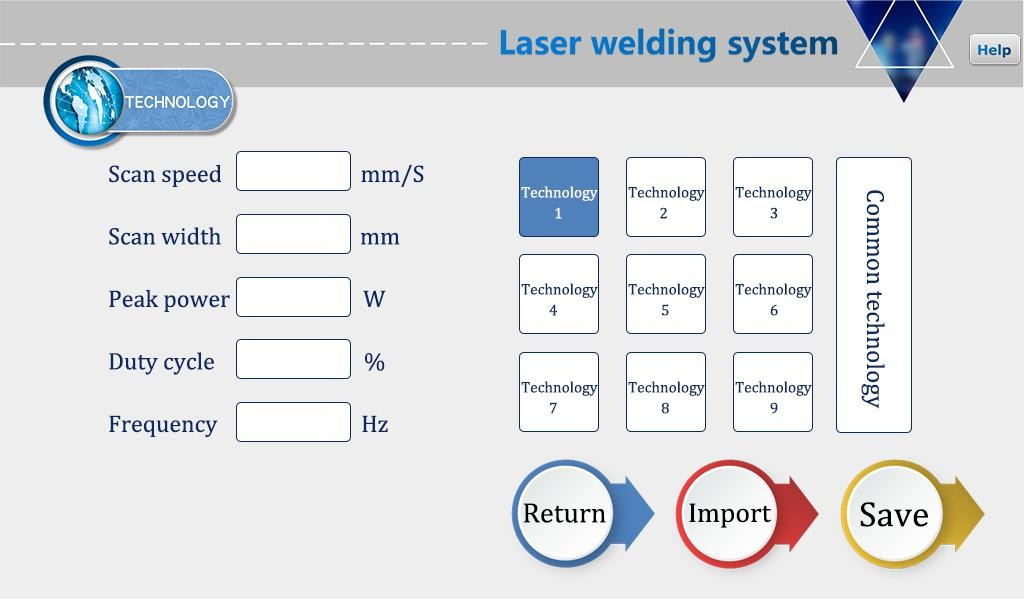
①Die Prozessschnittstelle enthält die Prozessparameter für das Debuggen, die durch Klicken auf das Kästchen geändert werden können.Klicken Sie nach Abschluss der Änderung auf OK und speichern Sie sie dann im Verknüpfungsprozess.Klicken Sie bei der Verwendung auf Importieren (Ändern-Speichern-Importieren).
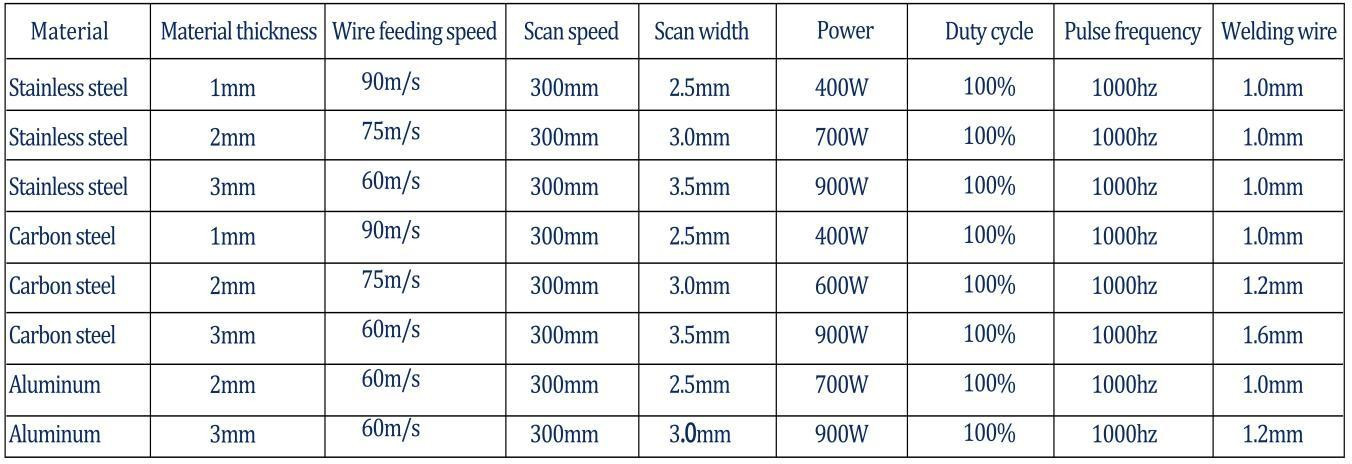
②Der Scangeschwindigkeitsbereich beträgt 2-6000 mm/S und der Scanbreitenbereich beträgt 0^5 mm.Die Scangeschwindigkeit wird durch die Scanbreite begrenzt.Die Begrenzungsbeziehung lautet: 10≤Scangeschwindigkeit/(Scanbreite*2) ≤1000 Wenn der Grenzwert überschritten wird, wird er automatisch zum Grenzwert.Wenn die Scanbreite auf 0 eingestellt ist, wird nicht gescannt (z. B. Punktlichtquelle) (die am häufigsten verwendete Scangeschwindigkeit: 300 mm/S, Breite 2,5 mm).
③Die Spitzenleistung muss kleiner oder gleich der Laserleistung auf der Parameterseite sein (z. B. beträgt die Laserleistung 1000 W, dann ist der Wert nicht höher als).
1000).
④Einschaltdauerbereich 0~100 (Standard 100, muss normalerweise nicht geändert werden).
⑤Der empfohlene Pulsfrequenzbereich beträgt 5-5000 Hz (der Standardwert ist 2000, normalerweise muss er nicht geändert werden).
⑥Klicken Sie oben rechts auf die Schaltfläche HILFE, um weitere Erläuterungen zu den Parametern zu erhalten.
Prozessreferenz (vorbehaltlich der tatsächlichen Bedingungen, das Folgende dient nur als Referenz)
Stellen Sie den Hauptbildschirm für den Betrieb ein
Passwort 123456
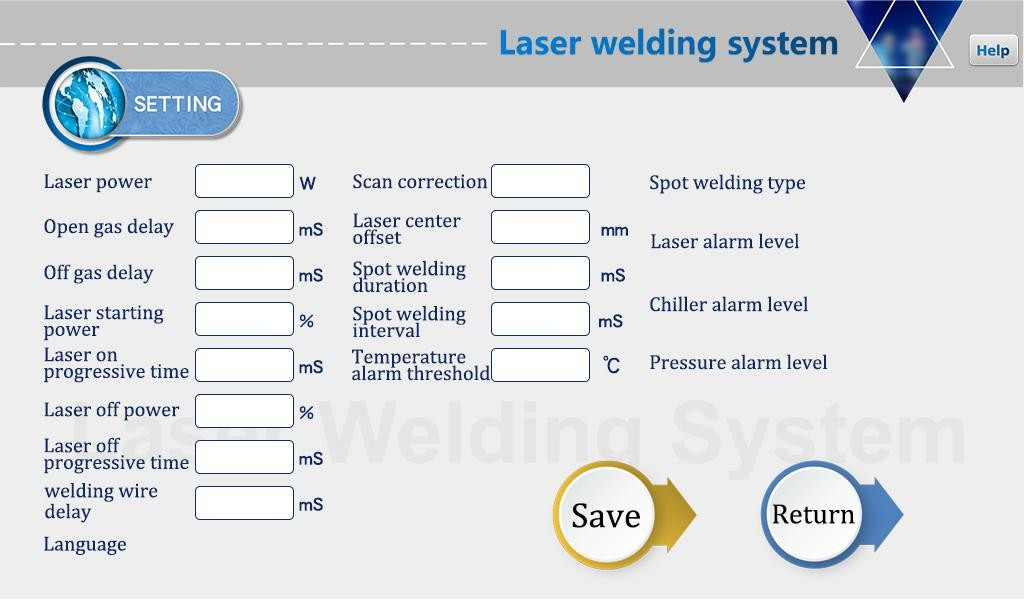
①Die Laserleistung ist die maximale Leistung des verwendeten Lasers.
②Die Schaltluftverzögerung beträgt standardmäßig 200 ms und der Bereich liegt zwischen 200 ms und 3000 ms.
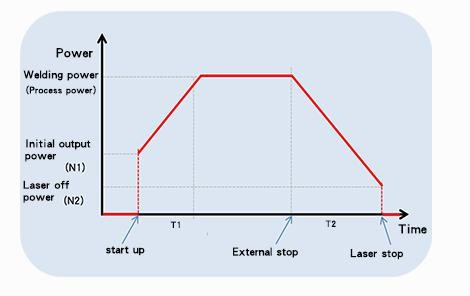
③Wenn das Licht eingeschaltet ist, erhöht es sich allmählich von N1 % der Prozessleistung auf 100 %;Wenn das Licht ausgeschaltet wird, wird die Prozessleistung schrittweise von 100 % erhöht.
Zu N2;(wie in der Abbildung unten gezeigt).
④Die Kompensation der Drahtvorschubverzögerung ist die Vorlaufzeit des Drahtvorschubs relativ zum Lichtsignal, die in Verbindung mit der Rückzugsfunktion verwendet werden kann.
⑤Die maximale Temperaturalarmschwelle beträgt 70℃.Wenn der Wert auf 0 eingestellt ist, wird der Temperaturalarm nicht erkannt.
⑥Scan-Korrekturkoeffizientenbereich 0,01–4, Ziellinienbreite des Koeffizienten/Messlinienbreite: im Allgemeinen 1,25.
⑦Lasermittenversatz -3~3 mm, verkleinern und nach links verschieben, vergrößern und nach rechts verschieben.
⑧Das Alarmpegelsignal ist die Standardeinstellung und der abgeschirmte Alarm kann direkt auf die entsprechende Pegelerkennung umgestellt werden.
⑨Die Dauer des Punktschweißens ist die Lichtemissionszeit nach dem Drücken des Abzugs, d. h. auch wenn die Taste losgelassen wird, wird das Licht entsprechend der aufgewendeten Zeit immer noch emittiert (Version V3.3 ist die obige Funktion).
⑩Die Punktschweißintervallzeit ist die Ampelzeit zwischen zwei Punktschweißungen nach dem Drücken der Auslösetaste (Version V3.3 und höher).
⑧Klicken Sie oben rechts auf die Schaltfläche HILFE, um weitere Erläuterungen zu den Parametern zu erhalten.
Überwachung der Hauptschnittstelle
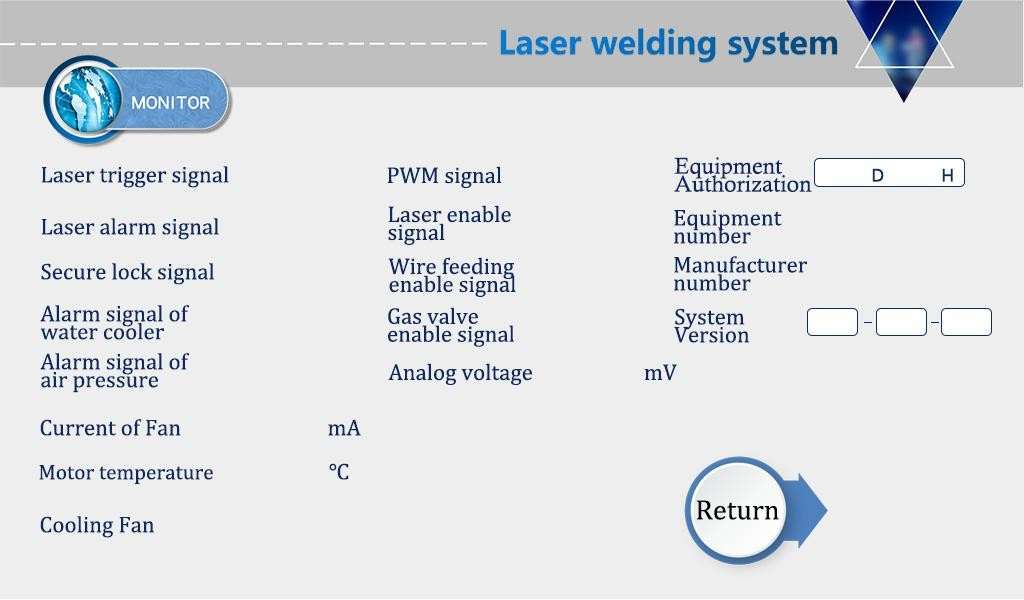
Diese Schnittstelle zeigt den Status jedes Erkennungssignals und Geräteinformationen an
Klicken Sie auf die Geräteautorisierung, um die Schnittstelle zur autorisierten Nutzungszeit aufzurufen. Nach Eingabe des Passworts kann das System für die Nutzungszeit autorisiert werden
Die Methoden zur Autorisierungsverschlüsselung und -entschlüsselung sind dieselben:
Systementschlüsselungsmethode (Apple)größere Leistung, für den allgemeinen Gebrauch bis zu 3000 W;
kleinere Größe, geringeres Gewicht, besseres Handgefühl;
bequemere Demontage;
schwer zu tragen